








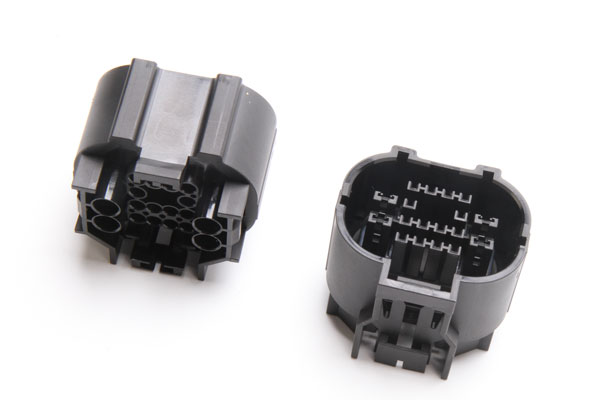
欢迎来到东莞市宜泽模具有限公司官网,我们专注于汽车连接器等精密塑胶制品的注塑加工,提供从模具设计、模具制造到注塑量产的整套解决方案。以下,我们结合多年工程师傅的实践经验,针对汽车连接器注塑变形问题,提供一套可落地的解决方案。
一、汽车连接器注塑变形的核心成因
(一)材料特性缺陷
汽车连接器常用的材料如PBT、PA66等,其收缩率、热膨胀系数等物理性能直接影响注塑件的尺寸稳定性。例如,PBT材料收缩率一般在1.5%-2.0%,若材料选择不当或混料不均,易导致连接器尺寸偏差。
(二)注塑工艺参数偏差
- 熔体温度:熔体温度过高会导致材料分解,过低则充模不足,均会增加内应力,引发变形。
- 保压压力与时间:保压压力不足或时间不够,无法有效补偿材料收缩,导致表面缩水或内部空洞。
- 冷却时间:冷却时间不均或不足,会使连接器内部应力分布不均,产生变形。
(三)结构设计缺陷
连接器结构复杂,壁厚不均、加强筋设置不当等都会影响冷却速率,导致收缩不一致,进而产生变形。例如,连接器插口部位若壁厚过厚,冷却时易产生内应力集中。
(四)环境因素影响
汽车连接器在极端温度环境下工作,高温会加速材料老化,低温则可能使材料变脆,长期冷热循环会导致材料疲劳,增加变形风险。
二、系统性解决方案设计
(一)材料性能升级策略
- 高性能材料选型
- 耐高温材料:如LCP(液晶聚合物),具有极低的收缩率和优异的耐高温性能,适用于高温工作环境。
- 增强工程塑料:如30%GF-PBT,通过添加玻璃纤维增强,提高材料刚性和尺寸稳定性。
- 低吸湿材料:如PPS(聚苯硫醚),吸水率低,适用于潮湿环境。
- 改性工艺优化
- 添加适量的矿物填料或玻璃纤维,提高材料的尺寸稳定性和耐热性。
- 通过共混改性,改善材料的流动性和加工性能。
(二)注塑工艺精准控制
- 温度控制:根据材料特性,精确控制熔体温度和模具温度,确保材料在最佳状态下充模和冷却。
- 压力-时间曲线优化:采用多段保压,根据连接器结构特点,合理设置保压压力和时间,有效补偿材料收缩。
- 冷却系统优化:设计合理的冷却水道,确保连接器各部位冷却均匀,减少内应力。
(三)结构设计改进方案
- 壁厚均匀化:优化连接器结构,确保壁厚均匀,减少冷却速率差异。
- 加强筋设置:在关键部位设置加强筋,提高连接器刚性,同时避免加强筋过厚导致的应力集中。
- 脱模斜度设计:合理设置脱模斜度,确保连接器顺利脱模,减少脱模时的变形。
(四)环境适应性增强
- 耐候性处理:对连接器表面进行耐候性处理,如喷涂耐候性涂层,提高连接器在极端环境下的稳定性。
- 温度补偿机制:在连接器设计中考虑温度补偿机制,如采用弹性材料或设计可变形结构,以适应温度变化。
三、实施路径与效果验证
(一)落地步骤规划
- 材料验证:完成候选材料的热变形测试、收缩率测定等,确保材料性能满足要求。
- 模具迭代:通过CAE模拟,优化模具结构,提高模具精度。
- 工艺调试:采用正交试验法,优化注塑工艺参数。
- 量产验证:进行大量样品测试,模拟实际工作环境,验证连接器性能。
(二)关键性能指标
- 尺寸稳定性:连接器各部位尺寸偏差控制在±0.05mm以内。
- 变形量:在极端温度环境下,连接器变形量不超过0.1mm。
- 耐候性:经过一定周期的冷热循环测试,连接器性能无明显下降。
四、模具师傅经验总结
- 材料选择:根据连接器工作环境和性能要求,合理选择材料,注意新料与回料的比例。
- 模具设计:注重模具结构的合理性,确保冷却水道设计合理,模具精度高。
- 生产调试:遵循“先调温后调压,保压时间看壁厚;缩水先查排气槽,变形必检冷却道”的原则,进行精细调试。
以上方案是我们结合多年工程师傅的实践经验,将技术方案与实际生产深度结合,有效解决汽车连接器注塑变形问题。我们致力于为客户提供高质量的汽车连接器注塑加工服务,欢迎来电咨询!
联系方式
- 电话:+86 13302615729
- 邮箱:info@yizemould.com
- 地址:广东省东莞市长安镇靖海东路沙头社区62号
东莞市宜泽模具有限公司,专注精密塑胶制品注塑加工,期待与您合作!
